

För väldigt många år sen byggde jag en flödesbänk.
Nu ska jag försöka komma ihåg alla uträkningar bakom, inte helt lätt men lärorikt även för mig. Sen ska jag även förklara vad man kan göra med en flödesbänk. Längre fram i tiden ska jag bygga en helt ny flödesbänk som ska ha kapacitet för mycket större tryckskillnader |
||
|---|---|---|
   |
||
| Detta är min andra flödesbänk. Den första gjordes helt efter en artikel i Car Craft. Det är egentligen ingen större skillnad på bänkarna förutom att denna är inbyggd i ett skåp. Till denna bänken lärde jag mig räkna ut flödet i cfm. (cubic feet per minute) Det finns flera olika sätt att räkna ut medelhastigheten i ett rör. Tre olika sätt är: Med pitotrör, med venturimeter och med strypfläns. Man kan även använda sig av elektronisk utrustning. Jag valde att använda mig av pitotrör eftersom artikeln i Car Craft visade hur man byggde en sådan bänk. |
||
|
||
|
||
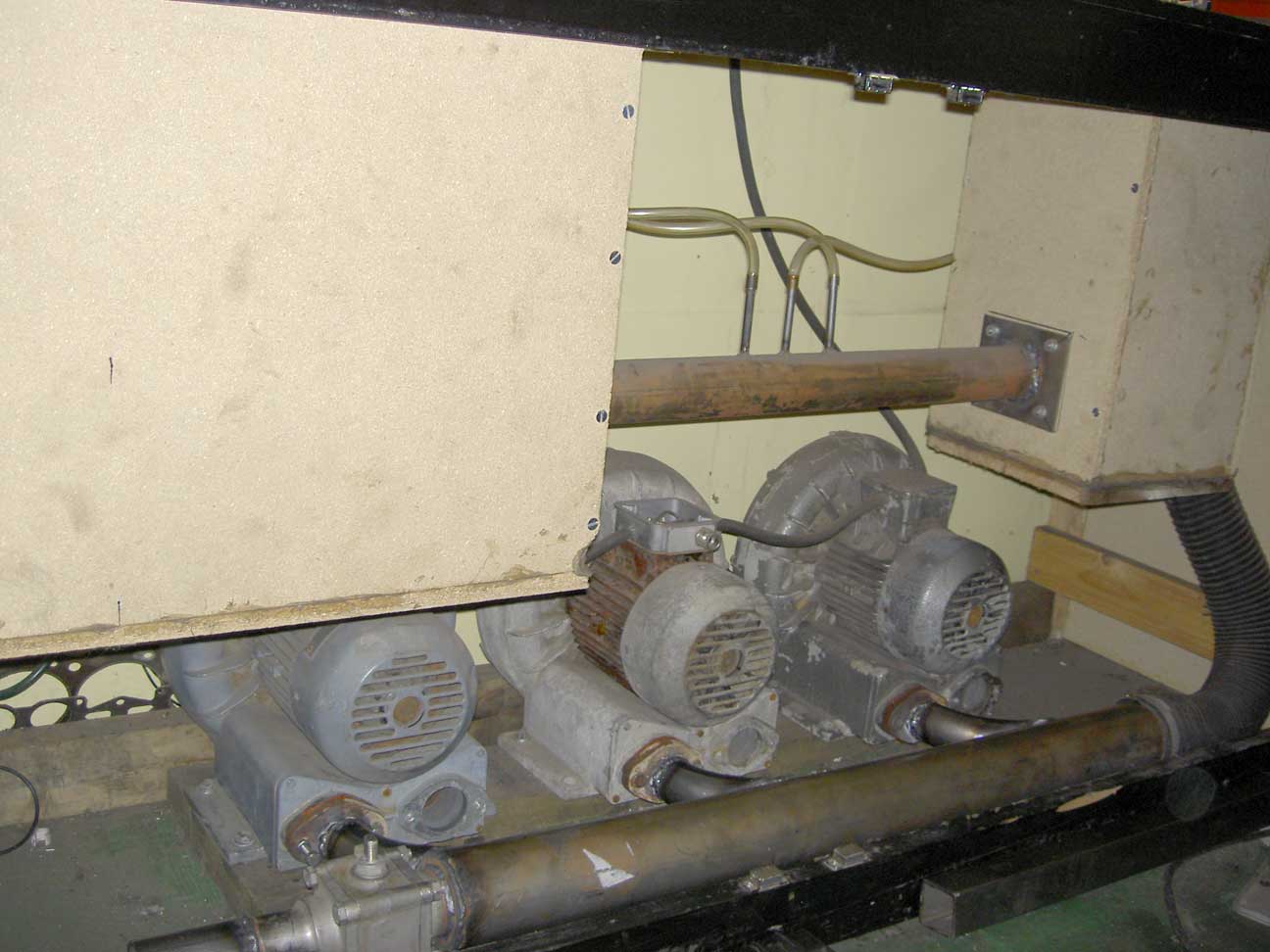 |
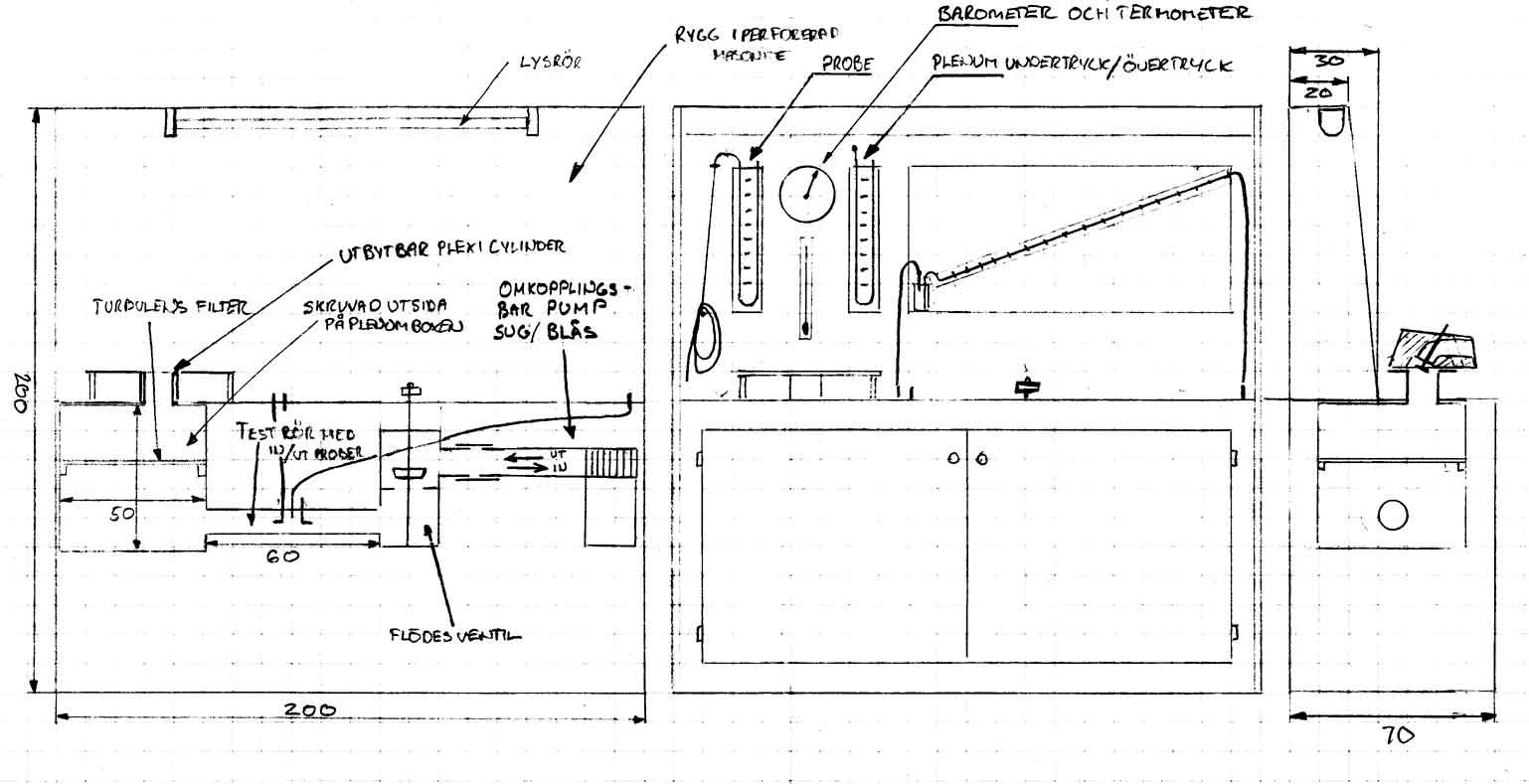
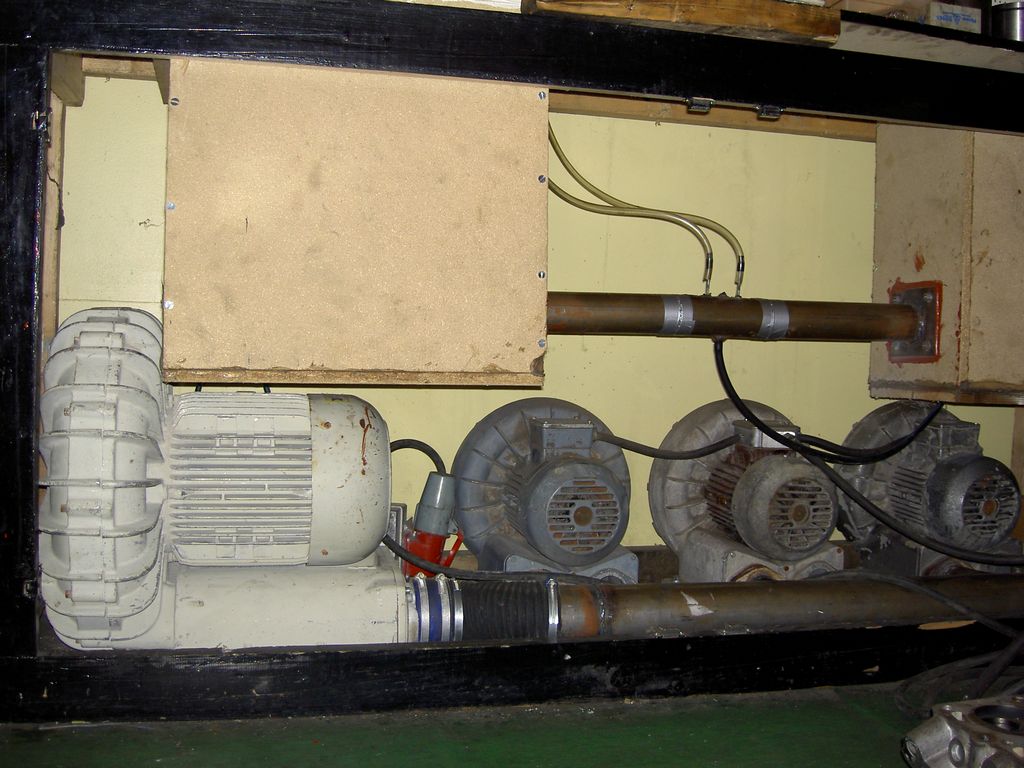
Om vi börjar nerifrån så sitter det tre st. fläktmotorer i botten som skapar tryck eller sug beroende på om jag vill flöda avgas eller insug. Rör från fläktarna mynnar i ett kollektorrör som genom en slang är förbundet med ventilhuset. I ventilhuset sitter ventilen som ställer in tryckskillnaden. Mellan ventilhuset och plenumet sitter teströret som innehåller pitotrören. Plenumet sitter under testcylindern och det är tryckskillnaden mellan atmosfären och plenumet som skapar flödet genom topplocket. Mina tre fläktmotorer som numera är fyra till antalet (Totalt 4.4 Kw) räcker bara till att flöda en portad volvo 531 topp vid 28" vattenpelare. På större toppar får jag köra med mindre tryckskillnad. Jag har köpt en fläkt med 15 Kw motor till min nästa flödesbänk. Den ska klara över 100" vattenpelare på alla toppar. |
|
Detta är flödesbänkens U-manometrar. Den högra visar tryckskillnaden mellan plenumet och atmosfären. Den vänstra används för att proba kanaler, dvs. mäta gashastigheten. |
 |
|---|
 |
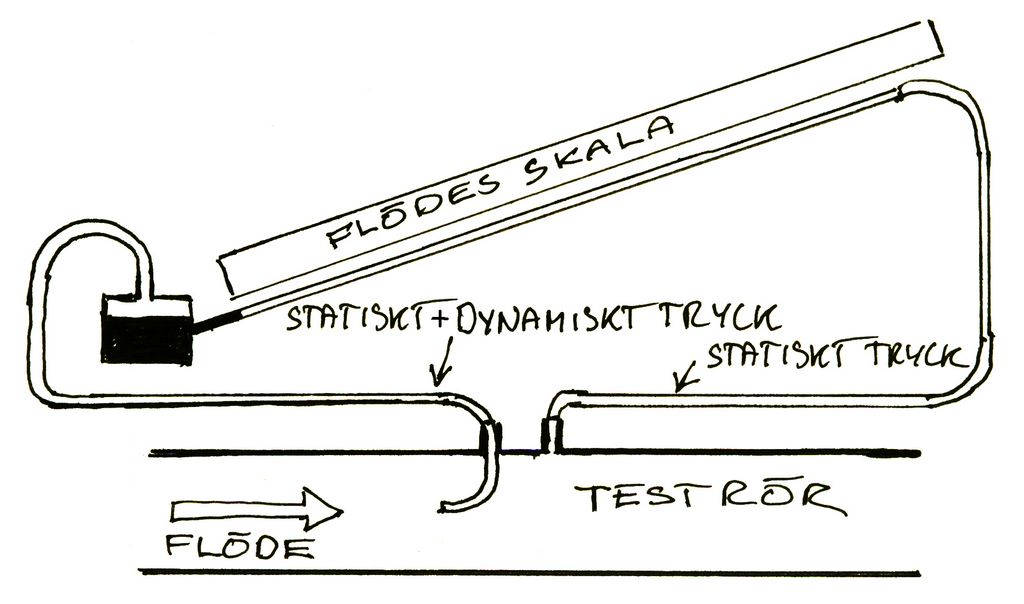
Detta är själva flödesmanometern. Här använder man en lutande skala för bättre mätnogranhet. Denna manometer visar skillnaden mellan det statiska och det dynamiska trycket i teströret. |
|---|
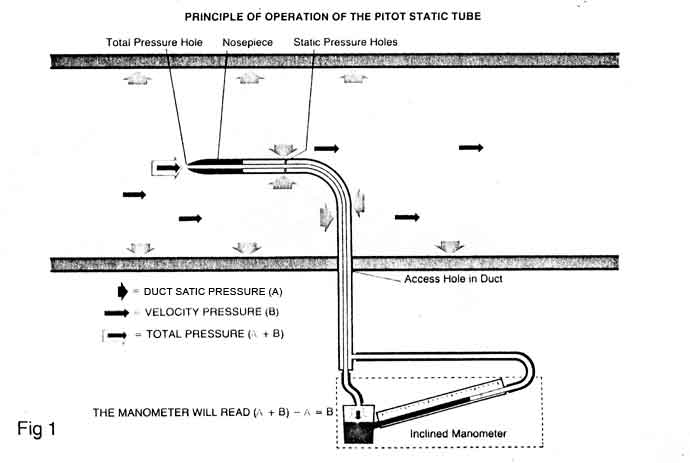
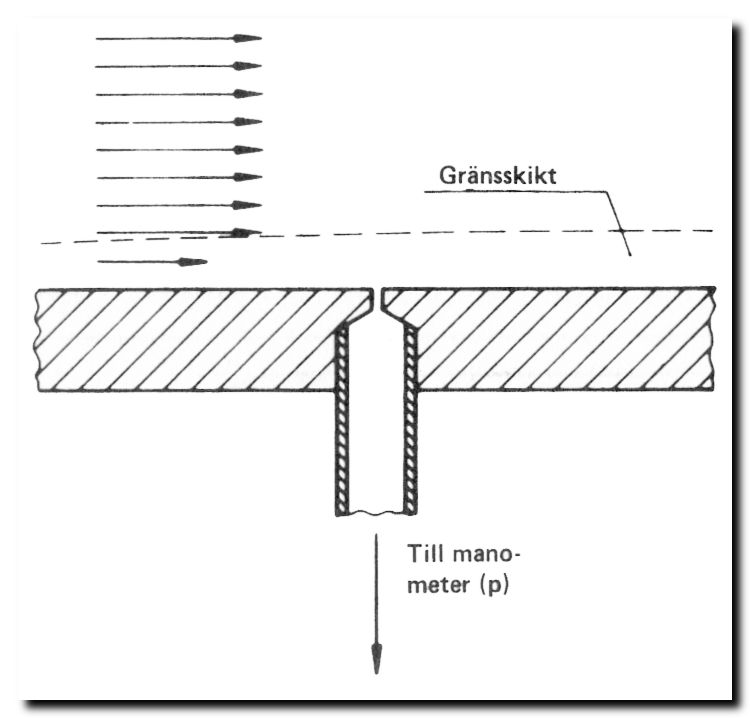
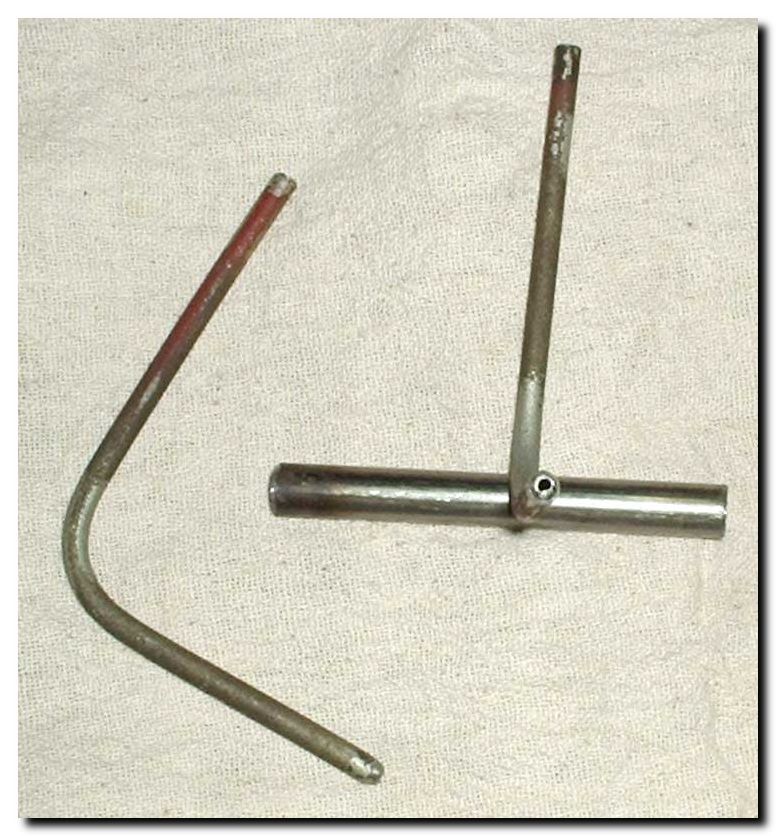
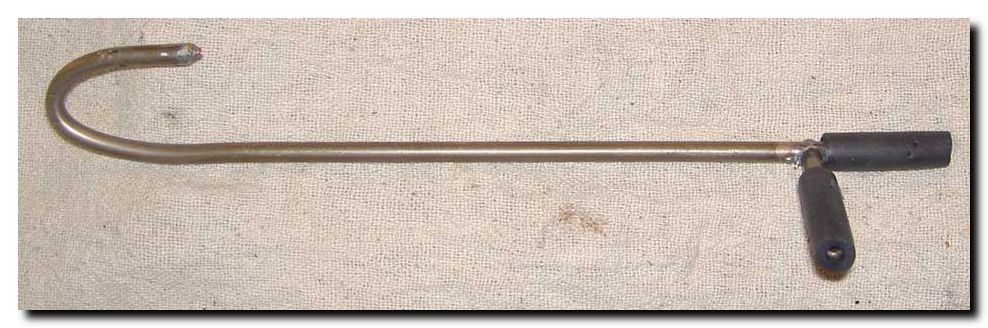
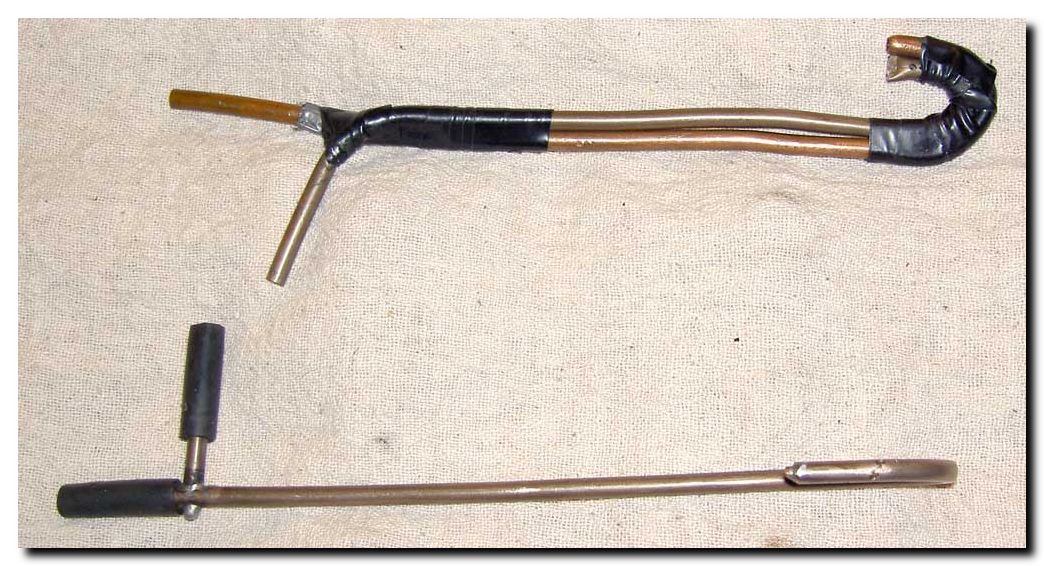
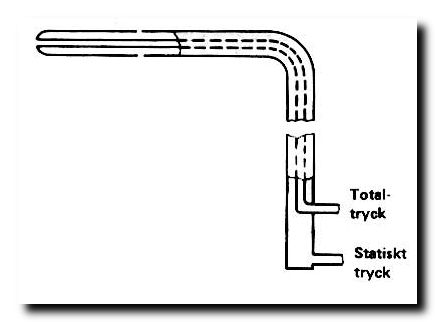
Så här ser ett pitotrör ut. Denna modellen mäter det statiska och dynamiska trycket i samma probe och kallas för Prandtlrör. |
 |
|---|
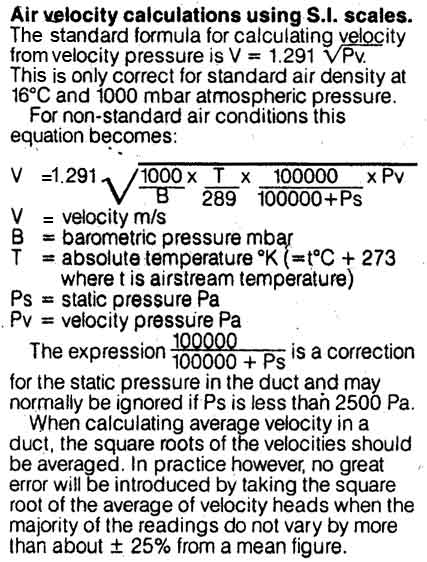 |
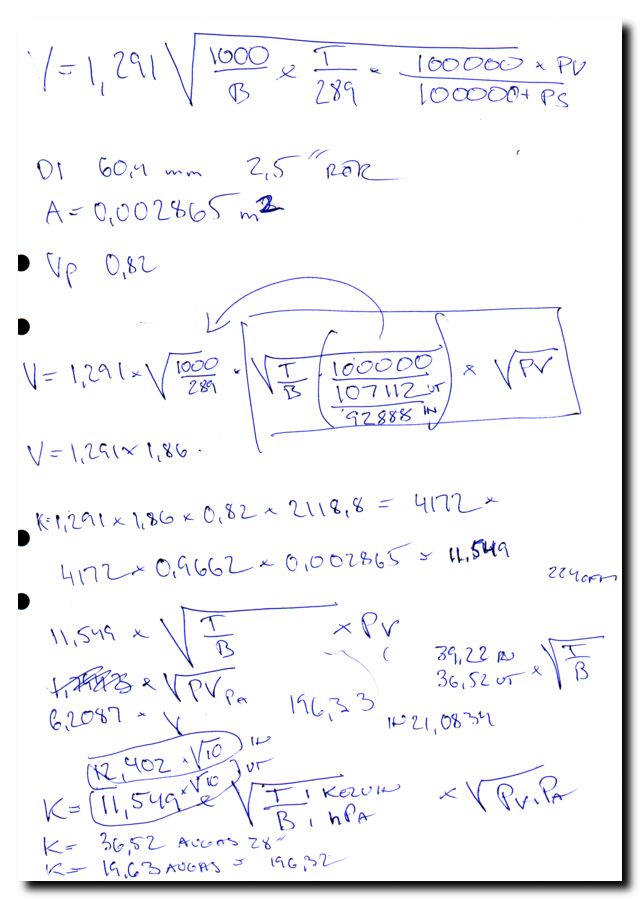
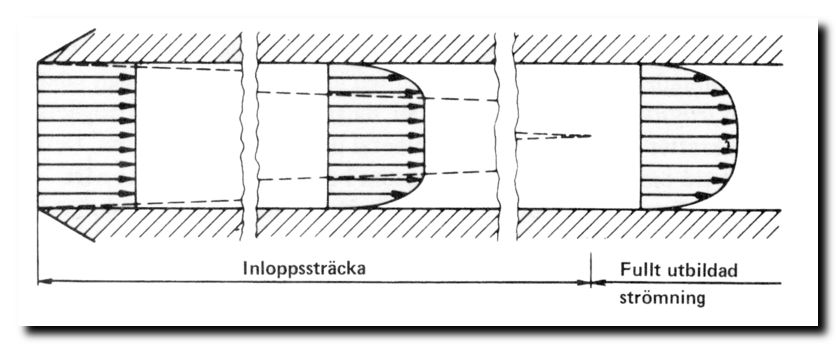
Här är formeln man använder för att räkna om tryck till hastighet. När man har hastigheten så multiplicerar man den med teströrets tvärsnittsarea och rörets hastighetsfördelning. Hastighetsfördelning innebär att luften rör sig olika fort i olika delar av röret, snabbast i mitten. Vid fullt utbildad turbulent rörströmning är V medel lika med 0,82 x V max. |
|---|
Bilden visar hur teströret med prober ser ut inuti. Om man nu tar formeln
|
 |
|---|
 |
Vad är nu detta för kladd ? OBS! |
|---|---|
  |
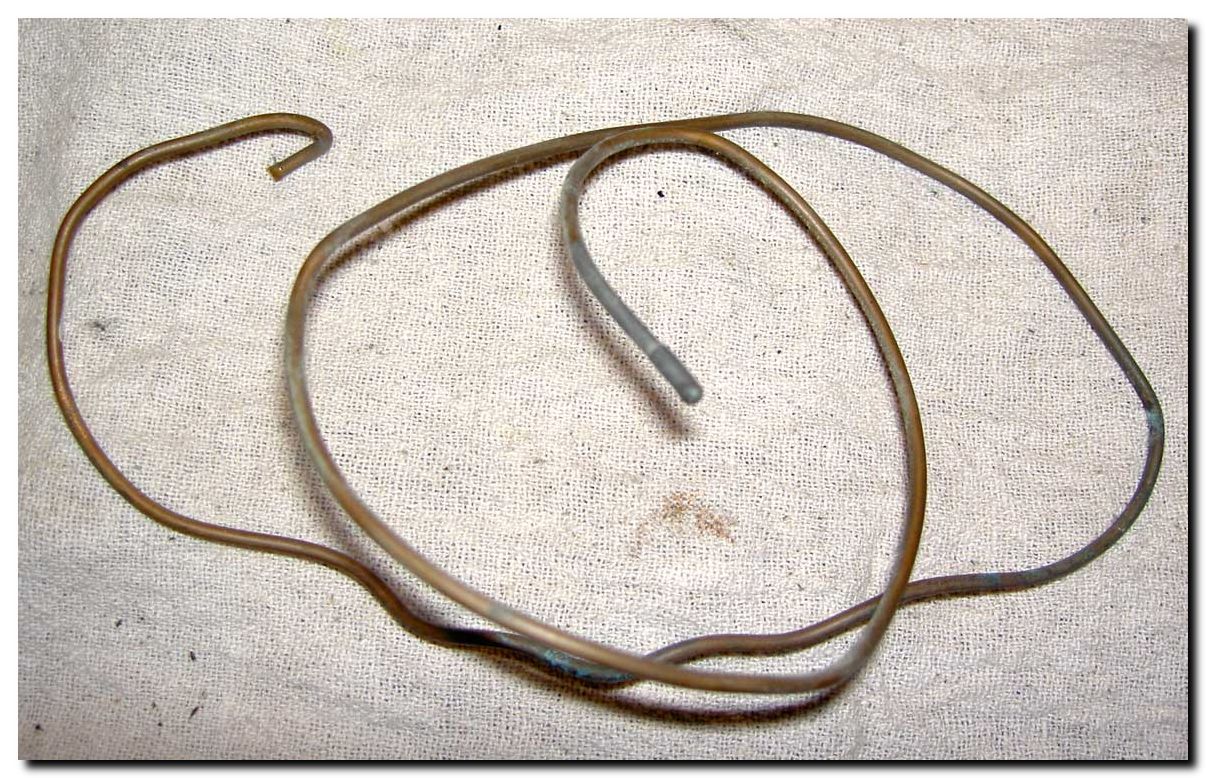
Jag passade på att göra nya prober till mitt teströr. Dessa är en förbättring och dessutom gav det mig chansen att ta bilder. Jag tog vanliga stålbromsrör som jag skar av med röravskärare vilket gjorde änden avsmalnad. Lite putsande med en fil så blev det riktigt hyfsade prober. Det tjocka röret är för att mäta det statiska trycket vid rörväggen och sitter på ett borrat 2mm:s hål på teströret. |
 |
|---|
 |
Så här ser teströret ut med proberna monterade. Teströret ska helst vara så långt som möjligt för att man ska få fullt utbildad rörströmning. På min bänk har jag bara 300 mm rör till proberna vilket blir 5 diametrar. Detta är i minsta laget, jag rekommunderar minst 10 diametrar i längd. Jag ska försöka ändra mitt teströr så jag får mer rörlängd framför pitotrören. Att man måste ha ett långt teströr är nackdelen med att använda pitotrör. En strypfläns tar inte lika mycket plats.
|
 |
|---|
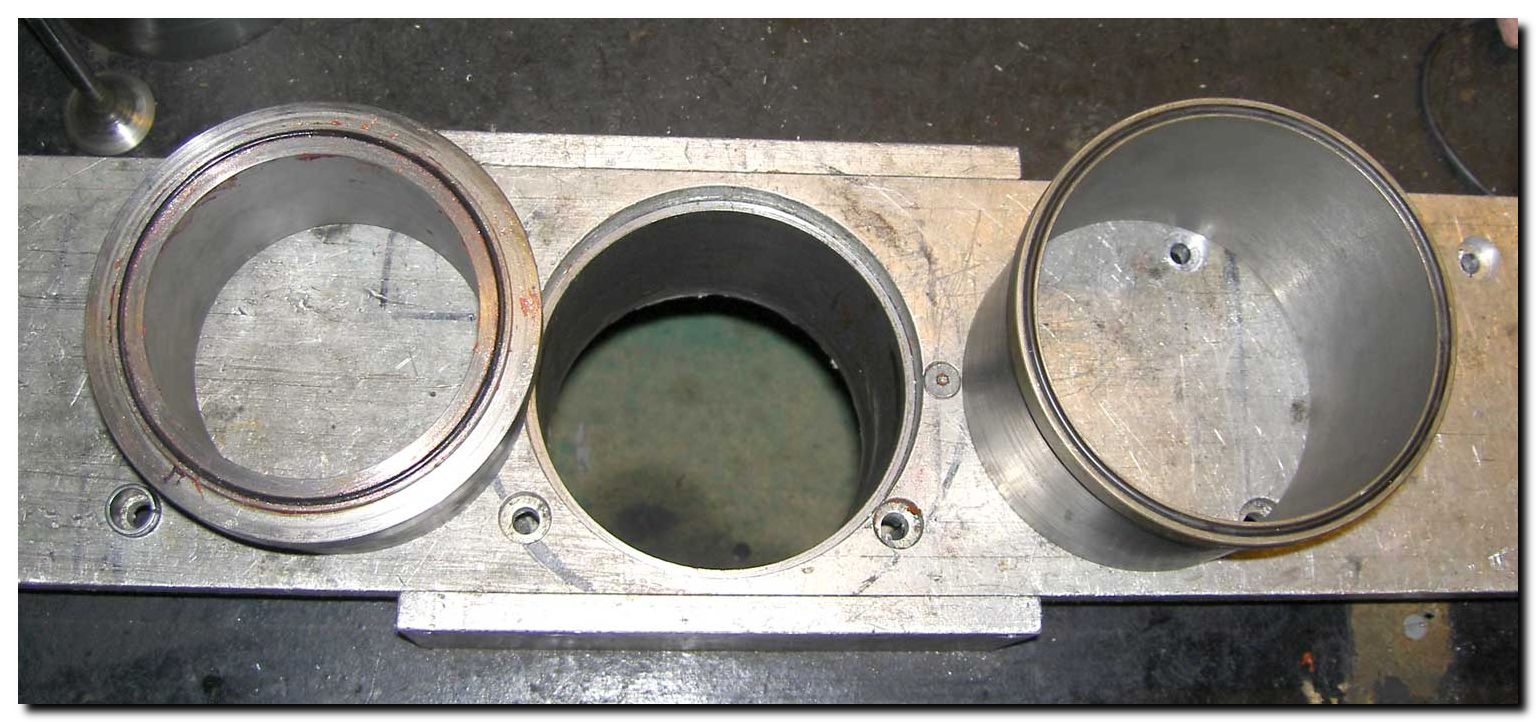
När man testar ett topplock så skall man ha en cylinder med rätt diameter under. Jag har tillverkat cylindrar i de flesta storlekarna. Cylindrarna har spår för oringar som tätar mot flödesbänken och mot toppen. Bordet där man lägger toppen har även stifthål som centrerar de vanligaste topparna. |
 |
|---|
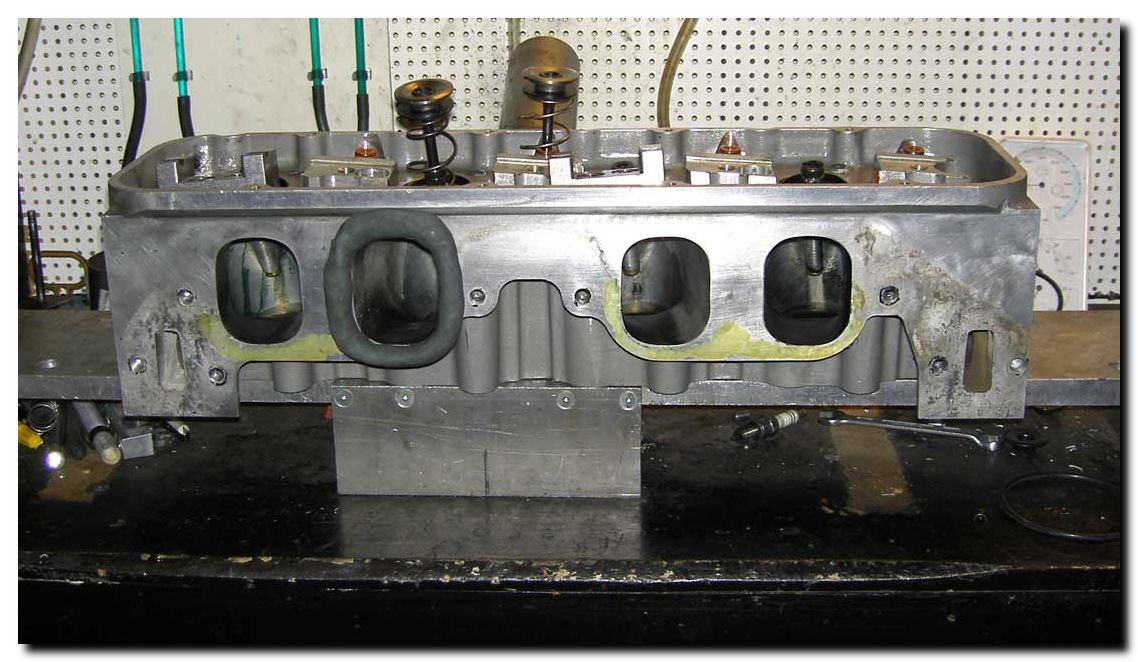 |
När man testar flödet på insug måste man antingen ha en radie utanför kanalen eller insuget monterat. Detta för att inte få en s.k. vena contracta. Vena contracta innebär att luften inte kan svänga runt ett skarpt hörn utan att släppa från kanalens yta. Får man flödesseparation verkar kanalen mindre för den inströmmande luften och man får ett felaktigt flödesvärde. Flödet på insug får inte stalla på något lyft, inte ens på lyft mycket högre än vad ventilen lyfts. Stallning innebär att man får en flödesseparation i kanalen med följden att flödet minskar. Det är dock helt ok om flödesökningen avtar med ökat lyft. Det får inte uppstå några ljud som tyder på flödesseparation i kanalen. Det hörs tydligt när ljudet ändrar karaktär. Det är svårt att helt rättvisande simulera flödet i en insugningskanal på en flödesbänk. På en motor kan tryckskillnaden bli upp mot 125" vattenpelare. På en flödesbänk testar man dessutom flödet statiskt vilket inte är realistiskt. I en motor har man varierande tryckskillnader och även pulser som påverkar flödet. |
|---|
| För att få ett riktigt flödesvärde på avgas måste man testa med en kort rörbit monterad. Avgassätet och ventilen verkar som en restriktor på flödet och avgasporten som en diffusor. En diffusor är ett rör som konar upp i storlek. En diffusor kräver 10 diametrar för full tryckåtervinning. Lämplig storlek är samma som det tänkta extraktorgrenröret, det blir en märkbar skillnad att flöda med eller utan rör. Det är omöjligt att på en flödesbänk prova verkliga avgasflöden eftersom det inte går att simulera riktiga tryckskillnader och temperaturer. Vad som är viktigt är att luftflödet låter bra och inte har en massa konstiga ljud för sig. Det är ok om det låter på låga lyft men inte på högre. Porten måste ha tystnat vid halva lyftet. | 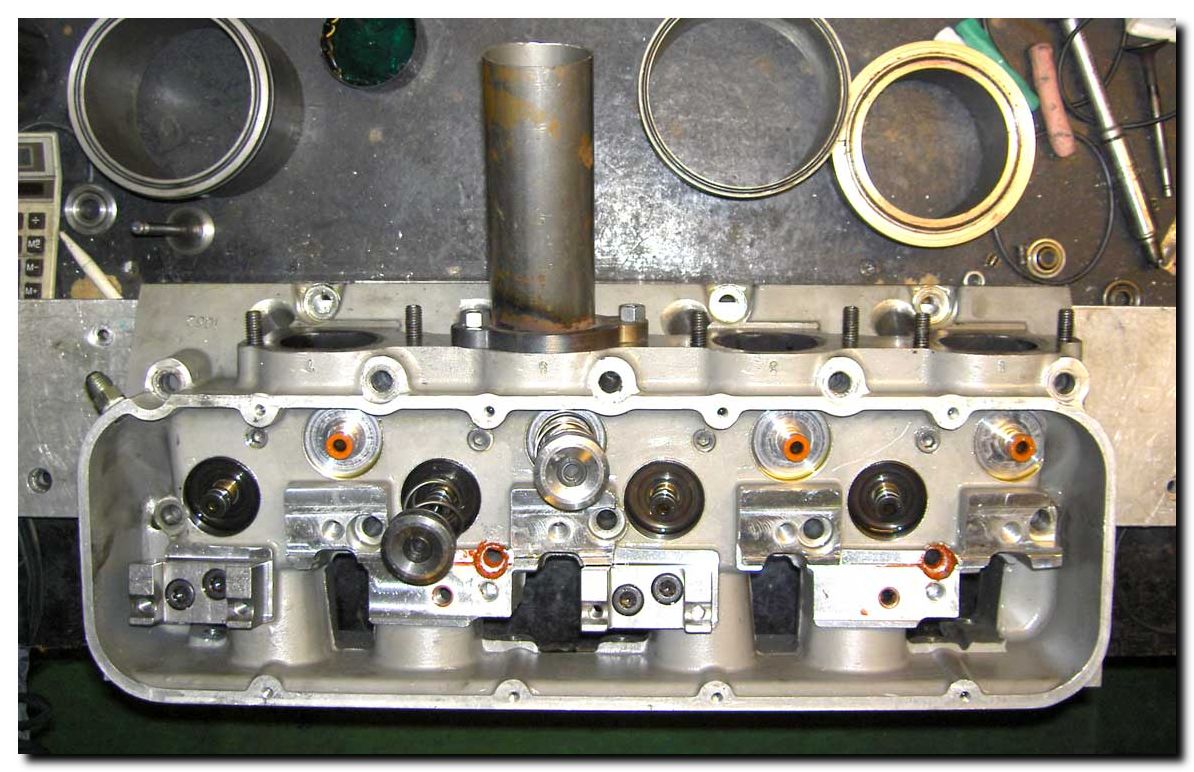 |
|---|
| Det går att kolla hur pass bra flödesuträkningen på bänken har blivit genom att kalibrera bänken. En tunn plåt med ett stansat hål i med skarpa kanter flödar 88.9 cfm per kvadrattum vid 28" vattenpelare. Ett hål med en perfekt radie flödar 146 cfm per kvadrattum vid 28" vattenpelare. Eftersom jag inte vet hur detta perfekta hål ska utformas, olika tjocklekar på plattan ger olika flöde så tillverkade jag tre st kalibreringsflänsar i 3mm stålplåt. En kalibreringsfläns ska ha knivskarpa kanter på hålet. Vilken storlek man gör kvittar bara det täcker upp lågt mellan och högt flöde. Jag satte in förkortningen för insugningsflöde vid 28" vattenpelare 38.84 x roten ur (temp.k / barometertrycket. hpa x 0.2) = 9.34. Efter detta flödadade jag mina kalibreringsplattor. Platta 1 med ett hål på 28.25 mm (0.972 kvadrattum) ska flöda 86.4 cfm. Min bänk visade 87.0 cfm. Platta 2 med ett hål på 35.20 mm (1.508 kvadrattum) ska flöda 134.1 cfm. Min bänk visade 129.0 cfm. Platta 3 med ett hål 53.80 mm (3.520 kvadrattum) ska flöda 313.2 cfm. Min bänk visade 313.8 cfm. Jag vet inte varför platta 2 stämde sämre än nummer 1 och 3, det är en felvisning på 4%. Vad detta beror på ska jag försöka lista ut men platta 1 och 3 ger helt acceptabla värden. Vill man kalibrera flödesmätarens lutande skala så kopplar man bort den från pitotrören. Övre slangen låter man hänga löst och den undre kopplar man med en T-koppling till plenumet. Om U-manometern på min bänk visar 100 mm ska den lutande skalan visa 100mm / 0.2 = 500. Stämmer detta så är lutningen rätt men för säkerhets skull kan man kolla ett par olika värden. Dock inte för nära 200 mm för då rinner vattnet i flödesmanometern ut. | ||
|---|---|---|

|

|

|
| Även om ett högt flöde är viktigt för att få ut effekt ur en motor så är gashastighastigheten och flödesgradienten viktigare. Gashastigheten i insugningskanalen beror väldigt mycket på hur kanalen svänger. Ett enkelt sätt att få reda på rätt hastighet är att flöda en liknande topp som den man håller på med och som man vet fungerar bra och sedan räkna ut gashastigheten på den. Det gör man med denna enkla formel: Flöde vid 28" vattenpelare x 2.4 / Kanalarean i kvadrattum. Denna formel ger hastigheten i fot per sekund. På en tvåventils topp ska minsta kanalarean vara vid ventilsätet eller så nära ventilsätet som möjligt. På de fyrventilstoppar jag undersökt så är minsta kanalarean precis innan svängen ner mot ventilen. Ett bra riktvärde på en tvåventilstopp är att inte överskrida 320 fot per sekund i insugningskanalen. Detta är medelhastigheten mätt med flödet från flödesbänken dividerat med kanalens area. Med proben kan man kolla hastighetsgradienten. Idealiskt sett skulle hastigeheten vara den samma i hela kanalen men så ser inte verkligheten ut. Ju jämnare man kan få hastighetsgradienten destu mindre blir risken för bränsleutfall och flödesseperation. Det gäller att göra svängarna i kanalerna så långa och så mjuka som möjligt och att inte ha några abrubta area förändringar. En rund eller en oval kanal är bättre än en rektangulär. På min sida om fyrtaktsteknik ska jag analysera lite olika toppar som jag får in. Man kan jämföra flöden vid olika tryckskillnader genom att multiplicera eller dividera med roten ur tryckskillnaderna. Om man har en flödesbänk som klarar höga tryckskillnader kan man testa kanalerna vid olika undertryck och jämföra flödena mot roten ur tryckskillnaderna. Ett perfekt rör flödar som roten ur tryckskillnaden oavsett tryckskillnaden. I insugningskanalen på en motor i drift kan det bli upp till 125" vattenpelare i tryckskillnad. Om flödet minskar i förhållande till tryckskillnaden vid ökat testtryck så beror det på flödesseparation i kanalen. Då gäller det att hitta punkten i kanalen där luften släpper. Modifieringar som flyttar separationen till en högre tryckskillnad ökar effekten. |
 |
Med denna ökade kapacitet måste flödesmätaren höjas från 200mm till 300mm i sin bortre ände. |
 |
 |
 |

|
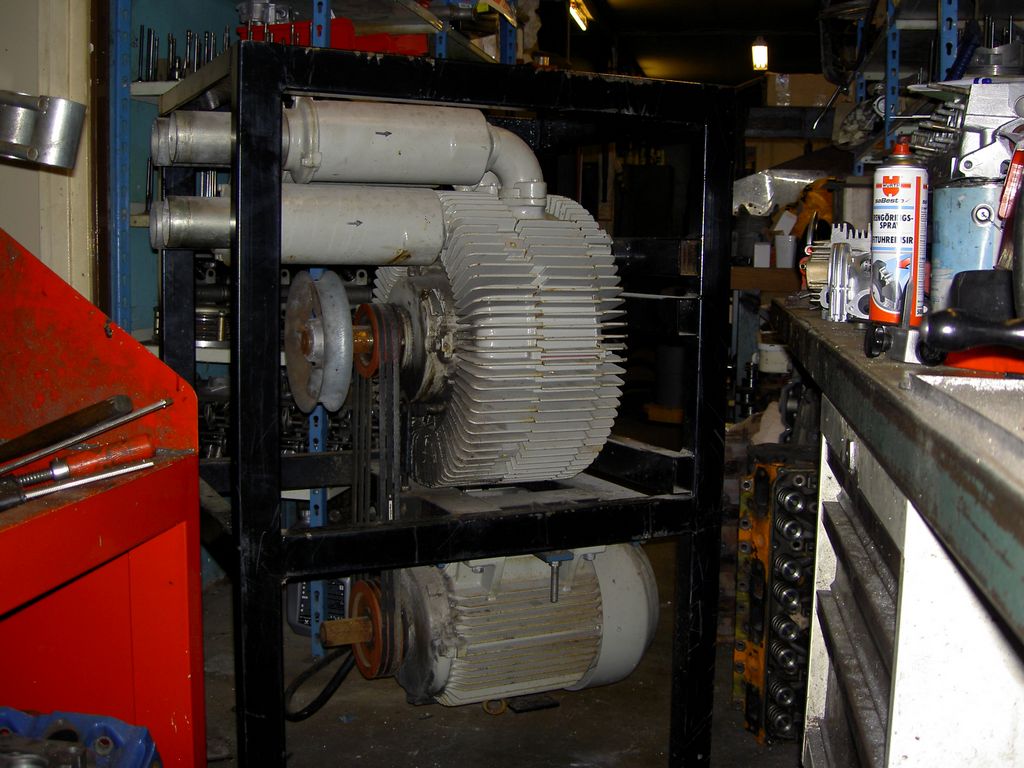
Bilderna nedan visar Ulf Enkvists egentillverkade flödesbänk. |

|
||

|

|

|

|
|

|

|

|

|
|

|
Här hittade jag en intressant länk till en ventil som man kan mäta flödesdistrubitionen runt ventil sätet med. Det lilla hålet i tallrikens tätningsyta är genom en ihålig ventilstjälk förbundet med pitotrörets ena uttag. Fungerade väldigt bra och gav en stark signal. | 
|
||
Om du vill läsa mer om flödesbänkar så gå in på tractorsport.com
Jag kommer att lägga ut praktiska exempel hämtade från min egen flödesbänk efter hand.


{kind=link}